FREQUENTLY ASKED QUESTIONS
"Water-Soluble" Nano-Formulations
1. Can I use your technology to make my cannabis extracts water-soluble, faster acting, and more bioavailable?
Yes. Industrial Sonomechanics’ (ISM) technology can enable you to create liquid or powdered water-compatible cannabis extract nanoemulsions with very rapid, amplified, and reproducible effects. You will need one of our ultrasonic processors (depending on your scale of operation) and one of our All-in-One NanoStabilizer® products: NanoStabilizer®-LT if making a translucent liquid nanoemulsion or NanoStabilizer®-LSO if making a water-soluble powder. We provide detailed step-by-step processing instructions, so there is no need for you to develop you own formulations or production procedures. You can, of course, also use our processors with your own formulations, if that is your preference.
For further information, please see:
- Brief Company Presentation at the 2021 MJBiz Trade Show
- “Water-Soluble” Cannabis: Ultrasonic Production of Liquid & Powdered Nanoemulsions
- Nano-Emulsification Procedure with BSP-1200 Ultrasonic Processor and NanoStabilizers®
- Sonomechanics Blog Post Collection on Medical Cannabis
- Sonomechanics Web Page on Medical Cannabis
2. What types of oils, extracts or other raw materials does your technology work with?
Our technology can be used to convert practically any oil-soluble bioactive material into a water-compatible form – translucent liquid (with NanoStabilizer®-LT) or powdered (with NanoStabilizer®-LSO). This includes full- and broad-spectrum cannabis extracts, distillates, isolates, as well as vitamins, essential oils, terpenes, nutraceuticals, and pharmaceutical ingredients. Both All-in-One NanoStabilizer® products can typically be used with any of these materials directly, without any formulation or production procedure adjustments required.
3. Is it possible to make a CBD or THC emulsions that will mix with water and keep it clear?
Yes. With our ultrasonic processors and All-in-One NanoStabilizer®-LT, it is possible to create translucent CBD and THC nanoemulsions with extremely small median droplet diameters (about 25 – 27 nanometers) that can be infused into water without diminishing its optical clarity. A typical translucent nanoemulsion concentrate produced with our technology contains between 10 and 50 mg/ml of cannabinoids. Since only about 0.2 – 1 ml (depending on the concentration and the required dose) of this nanoemulsion is infused into a much larger quantity of water (see video below), translucency will turn into full transparency and result in a clear cannabinoid-infused water-based product.
The dosing process is shown in greater detail in this ISM webinar video recording.
4. Why should I work with your ultrasonic technology and methods as opposed to those of other ultrasonic equipment vendors?
On the equipment side, the most important advantage of our Barbell Horn® Ultrasonic Technology (BHUT) is the ability to directly scale up production without diminishing the finished product quality. Direct scale-up requires the same high intensity of ultrasound that is achievable in the laboratory to be applied in the production environment. Due to design limitations, however, when a conventional ultrasonic liquid processor is scaled up, the maximum amplitude (and the related ultrasonic intensity) it can provide drops well below the level required for nano-emulsification or efficient extraction (about 90 microns). Although large conventional ultrasonic processors with high power ratings are available, their maximum amplitudes are very low (only about 20 microns), which results in severely diminished finished product quality.
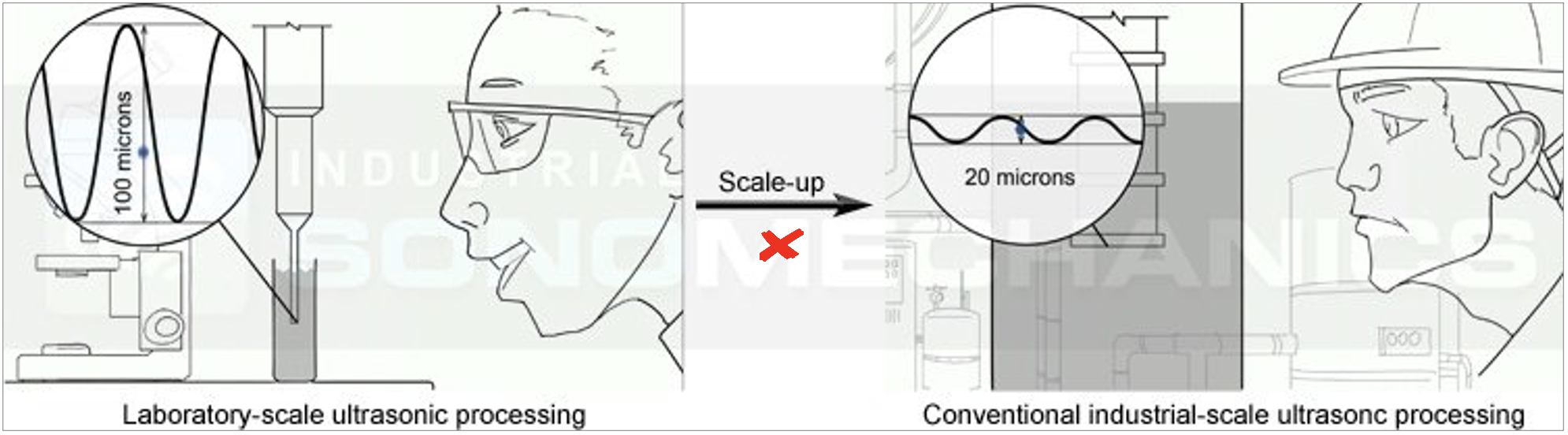
To understand why a high power rating of an ultrasonic processor is meaningless without the simultaneous ability to reach the high amplitude required for the nano-emulsification process, consider the following analogy. It is impossible to make a hard-boiled egg in a bathtub of water heated by a device that cuts off at a temperature well below boiling (equivalent of low amplitude). Even though the heater may be able to provide a lot of power to warm up the large amount of water in the bathtub, its high power rating is meaningless if the temperature required to boil the water (equivalent of high amplitude) cannot be achieved.
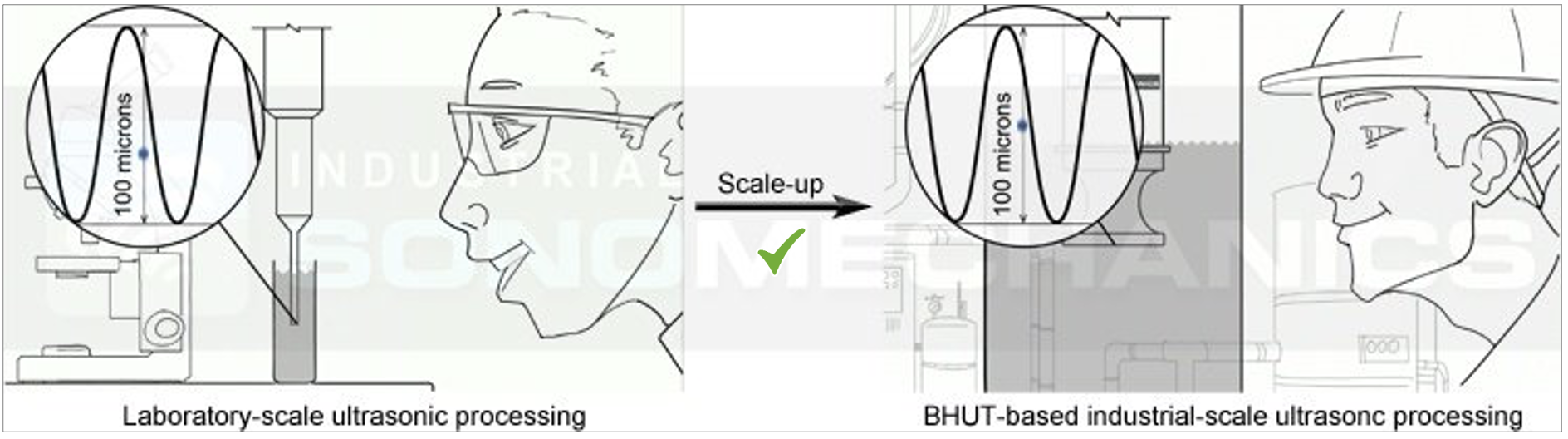
Industrial Sonomechanics’ BHUT-based ultrasonic processors are free from this limitation of conventional ultrasonic technology and can provide extremely high ultrasonic amplitudes (well over 100 microns) at any scale, from laboratory to industrial. Our customers can, therefore, count on reproducible post-scale-up results, where productivity rates increase by orders of magnitude while the highest finished product quality is maintained.
This video explains it in greater detail.
On the methodology and formulations side, our main advantage is scientific expertise, enabling us to offer turn-key solutions to complex tasks. Our nano-emulsification technology was developed specifically for the improvement of the bloodstream delivery of hydrophobic bio-actives and has been used by the pharmaceutical industry for well over a decade. Since cannabis extract nano-emulsification is aimed towards the same objectives (to make cannabinoids water-compatible, thereby improving their digestive absorption into the bloodstream), we can directly apply our pharmaceutical drug delivery expertise to the cannabis industry.
We have made our equipment extremely simple to use and eliminated the need for our clients to develop their own formulations and procedures. With our plug-and-play ultrasonic processors, All-in-One NanoStabilizer® products and detailed step-by-step instructions, our clients can produce both liquid and powdered cannabis extract nanoemulsions (a.k.a. water-soluble CBD and/or THC) without any scientific background, prior experience or training.
For more information on the research and development work we do in the cannabis space, please visit:
5. Which of your ultrasonic machines is the most suitable for cannabis oil emulsification? What volumes and productivity rates are possible?
All ISM ultrasonic liquid processors are suitable for the nano-emulsification of a wide variety of bioactive oils, including full- and broad-spectrum cannabis extracts, distillates, and isolates, as well as lipophilic vitamins, essential oils, terpenes, nutraceuticals, and pharmaceuticals. Since our Barbell Horn® Ultrasonic Technology (BHUT) is directly scalable, one can expect identical high-quality results regardless of which processor or configuration is used – the only difference is the processing rate.
Currently, our most popular ultrasonic processor model among cannabis industry clients is BSP-1200. It is typically configured in the flow-through mode and has the productivity rate of about 5 L per hour. With BSP-1200, it is, for example, possible to produce 10 L of translucent nanoemulsion with up to 50,000 water-soluble bioactive doses in two hours (50 mg/ml bioactive concentration, 10 mg per dose, made with NanoStabilizer®-LT). This unit can operate continuously (24/7) and, therefore, has no upper limit on the total liquid volume that can be processed at a time. It is typically used in combination with a 25 or 50 L storage tank equipped with a magnetically driven mixer. BSP-1200 also allows users to run batch-mode experiments, typically producing about 1 – 2 L of nanoemulsion at a time.

For smaller at-a-time volumes (typically, 500 ml – 1 L in the flow-through configuration, 15 – 500 mL in the batch configuration), we recommend the LSP-600 processor. It can operate continuously for up to 1 hour at a time and has the productivity rate of about 1 L per hour. With LSP-600, it is, for example, possible to make 1 L of translucent nanoemulsion with up to 5,000 water-soluble bioactive doses in one hour (50 mg/ml bioactive concentration, 10 mg per dose, made with NanoStabilizer®-LT).

Large-volume commercial production of nanoemulsions can be carried out with our industrial-scale ultrasonic processor, ISP-3600. This model is typically configured in the flow-through mode and has the productivity rate of about 20 L per hour. With this unit, it is, for example, possible to produce 40 L of translucent nanoemulsion with up to 200,000 water-soluble bioactive doses in two hours (50 mg/ml bioactive concentration, 10 mg per dose, made with NanoStabilizer®-LT). ISP-3600 can operate continuously (24/7) and, therefore, has no upper limit on the total liquid volume that can be processed at a time. It is typically used in combination with a 50 L storage tank equipped with a magnetically driven mixer. This processor also allows users to run batch-mode experiments, typically producing about 2 L of nanoemulsion at a time.
6. Have you published any research on making nanoemulsions, liposomes, and similar topics?
We periodically publish our research in peer-reviewed scientific journals. Abstracts and links to our publications can be found on this page. Our most recent peer-reviewed article on this subject, “Cannabis extract nanoemulsions produced by high-intensity ultrasound: Formulation development and scale-up,” can be found here. We also frequently publish cannabis industry-related research articles in our medical cannabis blog section. Additionally, our YouTube channel contains many recordings of our conference presentations and webinars on cannabis extract nano-emulsification.
7. We are interested in emulsifying cannabis oil in water. Can you provide some general information about the required surfactants needed to stabilize ultrasound-induced nanoemulsions?
For general information on making nanoemulsions and formulation optimization strategy, please see our eBook: “Making Stable Emulsions: A Guide to Formulation and Processing Conditions Optimization”.
As an option for those who prefer not to develop their own surfactant blends and processing protocols, we offer optimized all-in-one formulations for making translucent liquid nanoemulsions (NanoStabilizer®-LT) and water-soluble powders (NanoStabilizer®-LSO). Our NanoStabilizer® products can be used with full- and broad-spectrum cannabis extracts, distillates and isolates, as well as vitamins, essential oils, terpenes, nutraceuticals and pharmaceutical ingredients, without any formulation or production procedure adjustments. Detailed step-by-step nanoemulsion preparation instructions are provided with purchase.
8. Do we need a carrier oil in our nanoemulsion? If so, what type should we use?
The use of a correctly selected carrier oil is essential for nanoemulsion stability and enhanced bioavailability. We recommend using a long-chain triglyceride (LCT), such as olive, coconut, or fish oil. It will help reduce the droplet sizes in the nanoemulsion (improving stability and bioavailability), prevent Ostwald ripening (further improving stability) and provide a long-chain free fatty acid source needed for the gastrointestinal uptake of the incorporated cannabinoids (improving bioavailability). Please note, however, that our NanoStabilizer® products already incorporate a carrier oil and can typically be used directly, with no additional ingredients required.
For further information, please see:
9. What minimum droplet size can I achieve when forming an emulsion using your ultrasonic processors?
With all our ultrasonic processors and all-in-one NanoStabilizer®-LT, you can make nanoemulsions with droplet sizes as small as 25 – 27 nm (d50 of the volume distribution). For further information, please see this video.
10. Can you provide a quick overview of how NanoStabilizer-LT plays into the production of nanoemulsions? What else is required?
All-In-One NanoStabilizer®-LT was developed to simplify the ultrasonic production of extremely high-performance translucent nanoemulsions of bioactive ingredients (e.g., full- and broad-spectrum cannabis extracts, distillates and isolates, oil-soluble vitamins, essential oils, terpenes, nutraceuticals, pharmaceutical ingredients). The production procedure requires you to have one of our ultrasonic liquid processors, NanoStabilizer®-LT, distilled water, and a bioactive ingredient. Detailed step-by-step instructions are provided with purchase. For further information, please see this blog article and this video.
11. Can you provide a quick overview of how NanoStabilizer-LSO plays into the production of nanoemulsions? What else is required?
All-In-One NanoStabilizer®-LSO was developed to simplify the ultrasonic production of low-taste, natural/organic nanoemulsions of bioactive ingredients (e.g., full- and broad-spectrum cannabis extracts, distillates and isolates, oil-soluble vitamins, essential oils, terpenes, nutraceuticals, pharmaceutical ingredients) in both liquid and powdered forms. The production procedure requires you to have one of our ultrasonic liquid processors, NanoStabilizer®-LSO, distilled water, a bioactive ingredient, and a drying solution (if making a water-soluble powder). Detailed step-by-step instructions are provided with purchase. For further information, please see this blog article and this video.
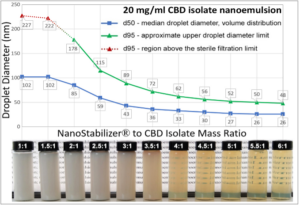
12. How much NanoStabilizer®-LT should I use with my extract when making a translucent liquid nanoemulsion?
When making a highly translucent cannabis nanoemulsion, we recommend using 5 parts of NanoStabilizer®-LT to 1 part of your extract or isolate, by weight (5:1 ratio). A lower ratio may also be acceptable, depending on the application. By way of example, the dependence of droplet size and translucency parameters on the NanoStabilizer®-LT-to-CBD isolate ratio is shown below:
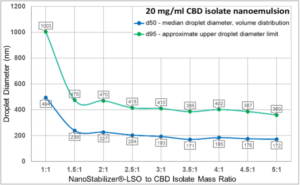
13. How much NanoStabilizer®-LSO should I use with my extract when making a water-soluble powder?
When making a powdered water-soluble cannabis nanoformulation, we recommend using 4 parts of NanoStabilizer®-LSO to 1 part of your extract or isolate, by weight (4:1 ratio). A lower ratio may also be acceptable, depending on the application. By way of example, the dependence of droplet size parameters on the NanoStabilizer®-LSO-to-CBD isolate ratio is shown below:
14. Can I purchase your NanoStabilizer products if I don’t have an Industrial Sonomechanics ultrasonic processor?
Yes, you can. Please keep in mind, however, that the NanoStabilizer® products were designed to work in conjunction with our high-amplitude Barbell Horn® Ultrasonic Technology (BHUT)-based processors. Since third-party technology cannot be expected to establish the combination of processing conditions required for the correct performance of this product, we would not be able to provide any SOPs or otherwise assist you with the process.
15. What is the shelf life of NanoStabilizer-LT and the resulting nanoemulsions?
NanoStabilizer®-LT has the shelf life of 1 year and should be stored at 4 – 10 oC. A correctly prepared translucent nanoemulsion will exhibit permanent kinetic stability against oil-phase separation. Note that, as with any cannabis product, cannabinoid degradation may still occur due to exposure to light or microbial activity. The graph below shows typical stability data for a CBD-containing nanoemulsion, based on the HPLC-monitored CBD concentration in the product:
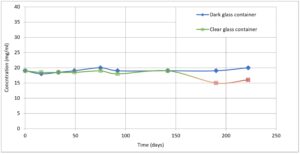
The progressively pink portion of the graph (after about 150 days) corresponding to the sample stored in a clear-glass container shows that oxidative CBD degradation is likely to eventually occur due to light exposure. To maximize its shelf life, we advise that you sterilize your finished nanoemulsion using a 220 nanometer-pore filter and store it in a dark-glass pre-sterilized (e.g., autoclaved) container at 4 – 10 oC.
16. Since the formulation of NanoStabilizers is proprietary, how can I list the ingredients on my product labels?
A Specifications Sheet with a list of NanoStabilizer ingredients and a Certificate of Analysis will be provided with purchase.
NanoStabilizer®-LT comprises food-grade (GRAS) carrier oils, emulsifiers, and preservatives, all tasteless and derived from natural sources.
NanoStabilizer-LSO comprises food-grade (GRAS) carrier oils, emulsifiers, and humectants, all tasteless, natural, and organic.
17. We use your NanoStabilizer-LT and are able to make very translucent CBD isolate nanoemulsions. We have not, however, been able to make them tasteless - some bitterness always remains. Where does it come from and how can we reduce it?
Although it may not always be apparent, cannabis extracts and isolates are bitter. It is important to remember that the taste of a substance cannot be perceived unless the substance is dissolved in the saliva. Refined CBD and THC extracts, distillates and isolates may not appear to be bitter when tasted directly because they do not dissolve in water (or saliva). Formulating them as nanoemulsions makes them water-compatible, and while doing so increases their bioavailability, it also allows our taste buds to perceive their bitterness. NanoStabilizer®-LT and NanoStabilizer®-LSO have no taste of their own and are not where the bitterness comes from. To confirm this, you can make and taste a “blank” nanoemulsion with just NanoStabilizer®-LT or NanoStabilizer®-LSO and no cannabis extract. Having said this, NanoStabilizer®-LSO does have some bitterness suppression properties and typically leads to much more neutral-tasting nanoemulsions. Bitter blockers offered by ISM can also help with this issue. Please contact us for information and ordering.
Additional strategies you can use to mitigate the bitterness of cannabis extract nanoemulsions can be found below:
18. Our raw cannabis oil is very viscous and sticky. Some of the post-processes we are considering do not perform well with sticky substances that can clog up the equipment. Does this stickiness remain with the nanoemulsion?
No. Although cannabis oils are viscous and sticky, nanoemulsions made from these oils are not. In a nanoemulsion, the entire amount of the cannabis oil exists in the form of nano-sized droplets encapsulated with surfactants, resulting in the overall viscosity similar to that of water. A nanoemulsion concentrate is miscible with water or any other beverage in any
proportion, without affecting its viscosity.
19. Is there a chance our sticky oil will get caught in any part of the ultrasonic system?
Clogging is not a problem with our technology because our ultrasonic processors do not have any narrow gaps or capillaries. If your material behaves as a liquid and can be pumped, it can be processed with our equipment without such issues.
20. Is the process of making nanoemulsions patented? If we buy your ultrasonic processor and NanoStabilizer to make nanoemulsions on a large scale, can we sell the product freely?
While our ultrasonic equipment is protected by several patents and trademarks, the process of making CBD and THC-containing nanoemulsions is not (and cannot be) patented. There are many companies throughout the world currently offering cannabis extract nanoemulsions made with our technology without having to worry about intellectual property-related issues. We develop our processes and formulations mainly using our experience in the pharmaceutical industry, where nanoemulsions have been utilized for decades and generated enough prior art in the public domain to make such processes non-patentable.
21. How much time is needed to nano-emulsify 20 grams of our cannabis oil per 1,000 liters of the total final beverage?
The process would involve making a nanoemulsion concentrate first and mixing it into the bulk of your beverage afterwards. 20 g of cannabis oil can, for example, be nano-emulsified at 2 % (20 mg/ml), resulting in 1000 ml (1 L) of nanoemulsion concentrate with 20 mg of cannabis oil in 1 ml of the concentrate. It would take about 10 – 15 min with the BSP-1200 processor and NanoStabilizer®-LT to run this process. After the addition (with simple stirring) of 1 L of this nanoemulsion concentrate to 999 L of the beverage, the final cannabis oil concentration in the finished product will be 20 mg/L (20 mg in 1 L or 20 g in 1000 L).
22. We're making nanoemulsions and are seeing some titanium particles at the bottom of our finished batch after it sits overnight. Is this normal and how can we get rid of them?
This is normal, and the particles can be easily removed as explained below. Titanium particle deposits result from cavitation erosion of the horn. This occurs for the same reason as the reduction in oil droplet sizes – extremely high shear forces. The particles are, however, very easy to get rid of by filtering the finished nanoemulsion (standard practice for such products).
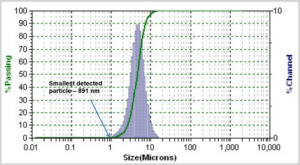
See the above graph showing the size distribution of the titanium particles (measured by Laser Diffraction using Microtrac Analyzer S3500). Practically all particles are larger than 1 micron. After passing the nanoemulsion through a 450 nanometer (0.45 micron) pore filter, the particles are removed (determined by Inductively Coupled Plasma Mass Spectrometry using Agilent 7500 ICP-MS), bringing the titanium level down to 1.6 ppm, which is well within the acceptance parameters for food and pharmaceutical products (Keck C.M., Rainer H.M.: smartCrystals – Review of the Second Generation of Drug Nanocrystals; in Torchilin V, Amiji MM, (eds) Handbook of Materials for Nanomedicine. Singapore, Pan Stanford Publishing Pte. Ltd., 2010; FDA: Guidance for Industry Q3A Impurities in New Drug Substances. 2008). For reference, it is important to point out that an average adult consumes approximately 1 mg of Ti per kilogram of body weight per day in the form of ~100 nm nanoparticles (Weir A., Westerhoff P., Fabricius L., Hristovski∥ K., von Goetz N., Titanium Dioxide Nanoparticles in Food and Personal Care Products, Environ. Sci. Technol. 2012, 46, 4, 2242–2250). This value (~ 80 mg in North America) is 40,000 – 50,000 times greater than what can be ingested with a dose of filtered nanoemulsion.
Note that using a 220 nanometer (0.22 micron) sterilizing filter rather than a 450 nanometer (0.45 micron) filter is recommended whenever possible because it will also get rid of any microbial contamination that may be present in the nanoemulsion, significantly improving its shelf life. Additionally, this type of filter removes titanium even more efficiently than the 450 nanometer type since its pores are smaller.
Horn erosion can also be significantly reduced by making sure not to exceed the optimal amplitude for the process. Try amplitudes between 60 % and 100 % of the maximum value and compare the results. If, for example, you see similar results at 75 % and 100 %, stay at the lower setting. It is also important to limit the processing time to what is needed to reach the desired droplet size. At some point in the process, the median droplet size will plateau as a function of time, and you will no longer be improving your product. Horn erosion would, however, still be taking place, so this processing period should be eliminated.
23. Do I need to filter my nanoemulsion even if there is no visible titanium contamination?
Yes. Filtering your finished nanoemulsion is important, not only for removing titanium particles, but also for sterilization, which is required for beverage products. Sterile filtration through an inline 220 nanometer (0.22 micron) filter is preferred whenever possible. We offer such filters (laboratory and industrial scale) in conjunction with NanoStabilizer®-LT.
24. Do my nanoemulsion particle sizes change due to filtration?
No. Filtration of correctly prepared nanoemulsions does not change their particle sizes.
25. What about my cannabis oil? Could it inadvertently get filtered out?
No. Filters (without activated carbon) do not remove any active ingredients (e.g., THC, CBD), excipients, carrier oils,
preservatives, or other formulation components from correctly prepared nanoemulsions, in which all droplets are smaller than the pores in the filter membrane.
26. We've been operating the instrument at the 80 % amplitude setting to emulsify our cannabis product. Is this setting normal, or should we increase/decrease the amplitude?
You should explore other amplitude levels and see how they affect the results. For example, if you get the same results at 60 %, there is no need to go to 80 %. Having said that, 80 % is a reasonable level for a typical nano-emulsification process.
27. How are nanoemulsions absorbed into the bloodstream and metabolized?
When nanoemulsions are administered orally/digestively, their droplets are not brought into the bloodstream intact because they dissociate into their constituent molecules near the enterocyte cells of the small intestine and are absorbed individually. Cannabinoids and/or other bioactives in the formulation are, therefore, present in the bloodstream and metabolized by liver in the same way they are with traditional methods of administration, such as smoking, vaping, etc. Additional information on nanoemulsion absorption is available in this presentation recording.
28. Do you have any studies that show the bioavailability of your nanoemulsions?
We do. We recently completed an official pre-clinical pharmacokinetic study. It is the industry’s first pre-clinical study of Δ8-THC nanoemulsions. The results show that ISM nanoemulsions outperform oil solution (e.g. traditional edibles, tinctures) by 19X during 1 hour and 4X during 4 hours after administration. Additional information on our PK study and nanoemulsion absorption is available in this presentation recording and in the following blog post.
Degassing & Defoaming
1. How does ultrasonic degassing work?
In this process, the function of ultrasound is to convert the dissolved gasses and small bubbles suspended in the liquid into large bubbles with high buoyancy. These large bubbles rise to the top of the liquid (batch configuration) or are carried with the flow to the top of the storage tank (flow-through configuration), where they burst and release the gasses. If the recirculating configuration is used, care must be taken not to send any of the large bubbles back to the ultrasonic processor, which can be achieved by drawing the liquid from the bottom of the tank and returning it to the top as gently as possible. More information on the degassing process is available in this video.
2. Does Industrial Sonomechanics have experience with removing micro-bubbles by sonication?
The removal of suspended micro-bubbles is one of the most common applications of our ultrasonic technology. You can find some of the details and videos of recent degassing tests under the following links:
3. What is the advantage of degassing in the flow-through mode as opposed to the batch-mode?
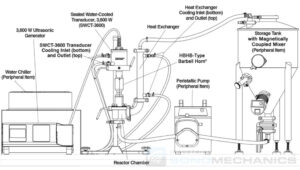
The flow-through mode (see below schematic) makes it possible to treat much larger volumes of liquid. The process is also faster and more complete. In addition, the flow-through mode allows precise temperature control of the liquid, which can be done by using the reactor chamber’s cooling jacket or a separate heat exchanger.
4. Is there any correlation between viscosity and time needed for the process (e.g. linear)?
The degassing time versus viscosity does not have a simple correlation since several factors are at play. The time does almost always go up as viscosity increases.
5. If your ISP-3600 industrial-scale processor is not able to handle my fast processing rates, what are my options?
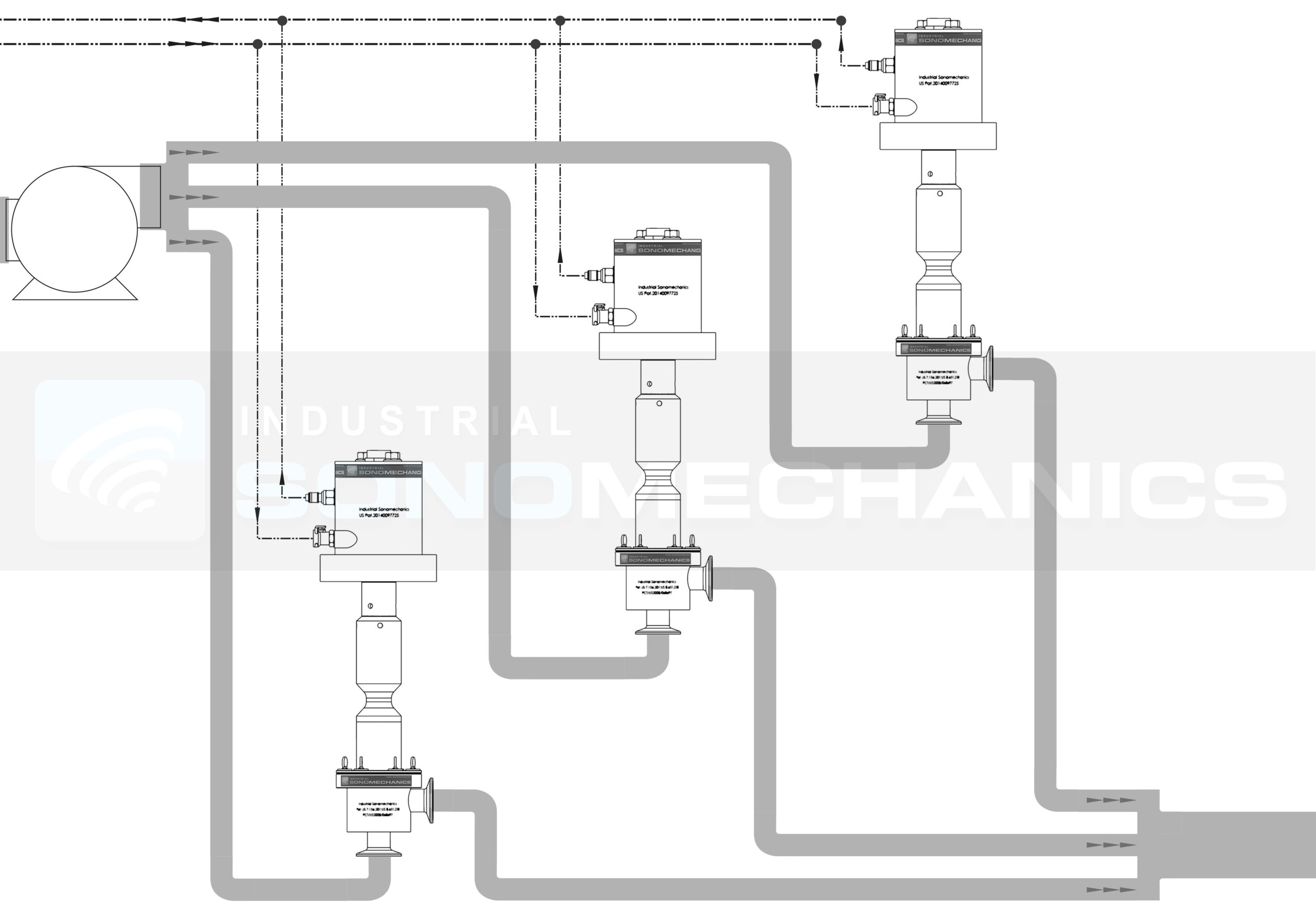
You can always use several ISP-3600 ultrasonic systems in parallel (see below schematic). There is no limit to the number of units that can be used this way.
6. Up to which viscosity is it possible to remove air from liquids with ISM ultrasonic processors?
We have gone as high as about 20,000 cP. For high viscosities, the process slows down, pumping becomes difficult and the newly formed large bubbles do not surface easily. There are some design adaptations that can be made to treat high-viscosity materials, which help speed the process up. Putting the storage tank under slight vacuum would help the returning large bubbles stay on the surface and burst, for example.
7. What are the typical processing rates for degassing liquids? Is 1000 – 3000 L/h possible?
Low-viscosity liquids (e.g. light hydrocarbons) can sometimes be degassed at 1000 – 3000 l/h with one ISP-3600 processor, but sometimes more than one system would be required. This depends on the viscosity and composition of the material. The rate will also depend on the desired extent of degassing. It is hard to estimate the rate without proper testing and optimization.
8. I'd like to remove air from fruit-based juice without the viscosity of the juice to be altered. Can that be done using ISM's ultrasonic processors?
Since the ultrasonic intensity is adjustable between 20 and 100 %, you will always be able to find the setting that does not alter the viscosity of the product during the degassing process. Gentle independent stirring (e.g., with magnetic stirrer) is recommended during the process.
9. Can you estimate the time it would take to remove air from a 5 gallon container of our material?
This will depend on the properties of your material, the amount of entrapped air, and the target de-aeration level. Unfortunately, there is no way to predict the corresponding degassing rate without testing the material according to your requirements.
10. Which ultrasonic processor is appropriate for removing air bubbles from liquids with batch volumes of 1 L?
For degassing batches of up to 1 liter, we recommend the LSP-600 processor with the FBH-type Barbell Horn.
11. Would the presence of dispersed 50 micron-sized solids affect the degassing behavior?
No problem, our equipment is frequently used for degassing suspensions of solid particles. Sonication is also an excellent dispersing method: you are likely to find that the homogeneity of your product improves substantially.
12. I’m looking to degas a liquid wax as part of a recycling process. Can your system do that?
Yes, the degassing of liquid wax is a common application of our ultrasonic technology.
13. Can your system be used for industrial-scale de-aeration of molten wax/oil mixture paste bulk at the temperature of 90 °C?
Yes, molten wax/oil degassing is a common application. The appropriate processor is the ISP-3600 in the recirculating configuration: https://www.sonomechanics.com/3600_w_industrial-scale_processor/
The temperature of 90 °C is not a problem, but you will need to use a chiller to cool the transducer.
14. Does your equipment work for continuous ultrasonic degassing of molten aluminum (hydrogen removal) in a production environment?
It would require customization, mostly of the Barbell Horn® design. Our transducers are water-cooled and can stand up to the heat. The process will work well if the horn is designed correctly.
15. Does the heat input (estimated at 2,000 watts) occur for the entire de-air time?
Yes, when the process is carried out with the ISP-3600, there is approximately 2000 W of power continuously going into the material. For 5 min of ultrasonic exposure, for example, the total heat will be 167 Wh or 567 Btu. This heat input can be removed by using an in-line heat exchanger.
16. Can we remove SO2 from grape juice with your ultrasonic systems? Will we need to use heat?
Our ultrasonic processors are frequently used for removing dissolved gasses, such as SO2, from beverages. No heating will be necessary. We recommend doing this in the recirculating configuration.
17. Can your system remove air bubbles from polyurethane? The amount of material is 0.5 - 1 liter.
The LSP-600 ultrasonic system configured in the batch mode is appropriate for this process type and liquid volume. For an illustration of the polyurethane degassing process, please see this video.
18. What is the maximal working pressure for your system during degassing?
The maximum recommended pressure in the reactor chamber is about 2 – 3 bars total. Above this level, cavitation-based degassing starts to become suppressed. In general, ultrasonic degassing works better at low pressures.
19. We ran some batch-mode motor oil degassing tests with your BSP-1200. At the end of each test, there was a sudden increase in power. Was it related to a decrease in the gas content in the oil?
Yes. Our processors operate in the constant-amplitude mode. Once the amplitude is set, it will always remain at the same level. The power provided by the generator is automatically adjusted based on a principle similar to that used in the cruise control of a car, where engine power output is increased when going uphill in order to maintain constant speed (amplitude, in this case). When volatile fractions are degassed from the oil, its properties abruptly change: cavitation enters into vacuum-bubble regime instead of gas-filled bubble regime. This leads to higher power draw for the same amplitude and, therefore, results in much more violent cavitation. Sometimes this power jump is used as an automatic method of determining the end of the degassing process.
20. In our process we have a setup that blends our pre-polymer & the filler material. Is it possible to use your system in the batch mode & insert the Barbell horn in the blending material as it blends (same tank as the mixer)?
Yes, it is possible. You could also insert the Barbell Horn® into your tank from the side. This would require you to make a hole in your tank and weld a sealed penetration ring to it, which we can provide. This way, the transducer stays outside the tank (much preferred) and we don’t have to modify the length of the horn (avoids redesign expense). The degassing is also expected to be faster since we will not be pushing the bubbles downwards.
21. Our current degassing process uses an elevated temperature & vacuum. Do you expect that I'd still need elevated temperature & vacuum to completely degas a sample using your technology?
Elevated temperature and vacuum would help, but ultrasonic degassing works without them. Ultrasound itself raises the temperature of the liquid. This heat can be removed or used to assist the process.
22. We are trying to degas a liquid wax as part of a recycling process - it is a fairly viscous material (3000 cSt) and must be kept around 70 - 80 degrees Celsius to keep it liquid. Is that temperature possible?
These temperatures and viscosity are well within specifications of our equipment.
23. We are mixing pre-micronized waxes into water with surfactants and thickeners. Lots of air is entrapped during this process. Do you have a bench top unit that we can use to remove the air?
Our BSP-1200 bench-top processor can be used to degas the micronized waxes as well as further homogenize them in either the batch or the flow-through mode.
24. I am interested in using ultrasonic technology to remove entrapped air bubbles from molten adhesives. Can your equipment handle elevated temperatures?
Yes, our equipment is designed to handle hot liquids, and the degassing of molten adhesives is a common application. You would just need to make sure that the transducer is cooled correctly.
25. Can your ultrasonic equipment be used for continuous degassing of fuels?
Yes, our equipment is suitable for degassing of fuels and it can be used continuously, in the flow-through mode. Industrial Sonomechanics is the only company that offers high-intensity ultrasonic equipment that can be used on industrial-scale.
Extraction & Cell Disruption (Lysis)
1. What is the advantage of using your ultrasonic processors over other ultrasonic cell disruption equipment?
Cell disruption and the related extraction processes are strongly shear force intensity-dependent, and as such, require very high ultrasonic amplitudes. The main advantage of our processors is their ability to generate very high ultrasonic amplitudes on any scale of operation. Because they are based on our proprietary Barbell Horn® Ultrasonic Technology (BHUT our processors can generate amplitudes and cavitation shear force intensities that are about 4 – 5 times greater than those possible with any conventional (non-BHUT) production-scale ultrasonic equipment.
2. Do you have any guidance for the process of ethanol extraction using a BSP-1200 unit? We are working with about 20 L of the plant/ethanol slurry.
The steps provided below outline the extraction procedure using cryogenic ethanol. Optimization is recommended to fine-tune the procedure for each starting plant material.
- Configure the BSP-1200 processor in the flow-through recirculating mode (see the above schematic). Make sure the transducer is being cooled by water flowing through its cooling jacket at the rate of at least 5 L/min and having the temperature of about 10 oC (see the BSP-1200 manual for details).
- Grind your dry plant material to a kosher salt consistency.
- Pre-mix the ground plant material with cryogenic ethanol such that the slurry can be easily pumped. The recommended mass ratio is about 9 parts of ethanol to 1 part of plant material by weight (10 % of biomass dispersed in ethanol). The total volume can be anywhere between 1 L and 50 L.
- Pour the slurry into the storage tank with magnetically coupled mixer and start stirring and recirculating the slurry through the reactor chamber with cooling jacket.
- Supply cooling liquid from a chiller (preferably at -40 oC or below) to the cooling jacket of the reactor chamber. Make sure the chiller has enough cooling capacity to remove at least 1 kW of heat at this temperature.
- To start, set the amplitude to 60 %. You will need to optimize the amplitude carefully. The best amplitude is likely to be in the 60 – 90 % window.
- Activate ultrasound while recirculating and stirring the slurry.
- Deactivate ultrasound and collect the slurry after the process is finished (you will need to determine the end point experimentally based on the desired outcome).
- Filter or centrifuge the processed slurry, collect the liquid fraction, reclaim the ethanol, winterize and analyze the resulting extract.
- Adjust the processing conditions based on the results.
For further information on extraction methods, please see this blog post.
3. I want to extract THCA and CBDA at a temperature under 100 degrees Celsius. Is this possible with your equipment?
Yes. Most solvent extraction processes carried out with Industrial Sonomechanics’ equipment are conducted at low to
moderate temperatures (-40 to 60 degrees Celsius). All our processors are capable of maintaining the liquid temperature at the required level by using an appropriate chiller.
4. We are looking for an ultrasonic device for herbal extraction. Are clogging problems common with your machines?
Extraction/cell disruption of plant cells is one of the most common applications of our technology. Some common plant-based products are tea leaf extracts, algae oils, medicinal cannabinoids (such as CBD oil), essential oils and many more. For more information please see this blog post.
Clogging problems are uncommon because our processors do not have any narrow gaps or capillaries to push the material through. If the suspension can be pumped, it can be processed by our equipment. We do recommend pre-blending the material to reduce plant particle sizes to less than about 1 mm.
5. Would there be problems extracting with an organic solvent and your BSP-1200 and ISP-3600 ultrasonic processors?
Organic solvents are commonly used for extraction with our equipment. Our BSP-1200 and ISP-3600 transducers are water-cooled and sealed to the outside environment, which makes them suitable for processing flammable materials.
5. We need to use high-proof ethanol for one of our solutions. Is the BSP-1200 safe to use in that application? Is there any loss of solvent through evaporation?
Yes, ethanol is safe to handle as long as the generator is kept at a distance from it (it has a fan). The reactor chamber is sealed so there will be no solvent loss from it. If your main liquid tank open to the atmosphere, however, there will be evaporation losses from there.
6. Have you used your technology with algae? Will your extraction system work outside the lab? Is it scalable?
Yes. Many of our customers carry out industrial-scale cell disruption and extraction from algae. Our technology permits scaling up laboratory studies without any losses in the processing efficiency. Please see this video for further information on our direct scale-up methodology.
7. Do you have any peer-reviewed publications regarding extraction from plant cells using the BSP-1200 processor?
Our cell disruption paper (link below) is the closest formal publication we have for this type of application. The paper discusses the disruption of yeast cells, but plant cells behave in a similar manner. Please keep in mind that solvent-based extraction is significantly faster than water-based cell disruption discussed in the paper.
The paper can be downloaded at:
http://info.sonomechanics.com/cell_disruption_by_scalable_high-intensity_ultrasound
8. Our extraction process has some solid particles in suspension. Would that be a problem for your systems?
Suspended solid particles smaller than ~ 1 – 2 mm in diameter are generally not a problem. Our equipment is frequently used for particle dispersion and milling, where the starting particle sizes are relatively large. If the particles are larger or heavily agglomerated, just let us know and we can make a simple design accommodation. Generally, if the suspension can be pumped, it can be processed by our equipment.
9. What is the maximum allowable dry matter content for the extraction process to work?
Our ultrasonic processors are able to work with liquids with a wide range of properties, including different viscosities and dry matter contents. One thing to keep in mind, however, is that ultrasonic cell disruption is based on the effect of acoustic cavitation, which is a phenomenon that occurs only in liquids. The dry matter content can be increased as long as the material still behaves as a liquid overall, without becoming a paste. The exact maximum values are specific to each case.
10. What can we do to increase the efficiency of ultrasonic extraction?
Provided that you already know what solvent works best for your process, there are two things you can do to increase the efficiency of ultrasonic extraction:
- Reduce the size of the plant matter particles in the solvent. This can be done, for example, by blending the mixture before or during sonication.
- Augment ultrasonic cavitation intensity. This can be achieved by increasing the ultrasonic amplitude. Note that the amplitude is critical for extraction processes: its increase leads to exponential improvement in extraction efficiency. For more information, please see this research paper.
11. What is the optimal temperature for the extraction process?
The optimal temperature depends on the boiling points of your solvent and extracted material as well as on your material’s thermal stability. Generally, you would want to stay at least 30 – 40 oC below the temperature at which any of your components boil or decompose. Other than that, the extraction is generally faster at higher temperatures.
12. We are interested in ultrasonic oil extraction from algae for subsequent biodiesel production. Do you have experience with this type of application?
Our technology is used for cell disruption and oil extraction from a wide range of materials, including algae. For more information on micro-algal oil extraction and transesterification (biodiesel production), please see this application report.
13. Can we disrupt cells of a plant material with the ISM ultrasonic machine? What is the mechanism?
Yes. Cell disruption is a common process that takes place during ultrasonic extraction. In short, high-intensity ultrasonic cavitation creates strong micro-jets that break through cell walls and wash out the contents. As a result, the extraction rates and yields increase substantially. For further information, please see our peer-reviewed research publication and our case study on cell disruption.
14. We are looking for high-intensity ultrasonic technology to extract oil from green tea and from medical marijuana. Can your ultrasonic processors assist with hemp oil extraction?
High-intensity ultrasound provides a very efficient method of herbal oil extraction, including tea and medical cannabis oils. Some of the advantages compared with other methods include: shorter extraction times (higher rates), greater product yields, easy integration, cost and energy efficiency and easy scale-up achieved by using the Barbell Horn® Ultrasonic Technology (BHUT.
15. Can your ultrasonic processors be used to enhance solvent-based extraction from cannabis? I am interested in both the lab-scale work and production. What solvent would you recommend?
Yes. High-intensity ultrasound greatly increases the rates and yields of solvent-based extraction processes. The best solvent for extracting cannabis oils, in our opinion, is cryogenic (chilled to about -40 oC) ethanol. Other solvents can be used as well. In addition, cold water can be utilized in conjunction with high-intensity ultrasound to quickly and efficiently release trichomes during the production of hashish.
Dispersing, Deagglomerating & Milling
1. How well does your equipment work for the production of sunscreens?
Our processors are very good at dispersing ZnO or TiO2 particles in sunscreens as well as at emulsifying oils into the sunscreen base. If necessary, the dispersion and emulsification processes can be run simultaneously.
2. Does your equipment disperse, deagglomerate and mill both organic and inorganic pigments?
Dispersion, deagglomeration and wet milling of both organic and inorganic solid particles are common application of our ultrasonic equipment. These processes are used during the production of various products, such as paints, inks, coatings, sunscreens and beverages. For further information on our technology and how we scale up, please refer to this short video.
3. Are your ultrasonic processors able to grind solid particles down to nanoparticles or will they only disperse them?
Our processors will grind the primary particles as well as disperse them. For further information, please see:
4. Can your systems be used for dispersing and milling calcium carbonate to reduce the average particle size from over 10 microns to about 2 microns?
Yes, the dispersion and nano-crystallization (wet milling) of calcium carbonate (CaCO3) can be done with our ultrasonic processors. For further information, please see this blog post.
5. My material has 4 - 10 % solid concentration. Would that be an issue?
The 4 – 10 % solid concentration is not a problem for our ultrasonic equipment.
Petroleum & Alternative Fuels
1. Can your ultrasonic systems be used for crude oil desulfurization?
Improving the quality of the crude-oil and petroleum-based fuels can help increase their value and reduce some of their harmful effects. Industrial Sonomechanics ISM offers high-amplitude ultrasonic processors used to improve key properties of crude oil and petroleum-based fuels.
2. Is there any conformity with guidelines on protection against explosion?
We do not have any explosion proof certifications. Our equipment, however, can be used with flammables if appropriate precautions are taken (at your own risk). Our BSP-1200 and ISP-3600 transducers are water-cooled and sealed to the outside environment, which makes them suitable for processing flammable materials, such as fuels and organic solvents. The generator, however, is air-cooled and must be positioned away from flammable vapors or in a suitable purge box.
3. What is your experience in using transesterification and esterification?
Here is some information on that:
4. Can your ultrasonic systems be used for the production of biodiesel?
Yes. Please keep in mind that we do not offer complete biodiesel production plants, rather we make the ultrasonic processors that these plants are based on.
5. Can your equipment be used for making emulsion fuels?
Yes, our ultrasonic processors can be used for the production of emulsified fuels. For further information, please see this blog article.
Ultrasonic Equipment, General
1. Can your processors run continuously for extended periods of time?
Yes. Our BSP-1200 and ISP-3600 processors can run continuously (24/7), as long as the transducer is cooled with water (at about 5 – 7 oC). The LSP-600 processor can run continuously for about 30 min without cooling and for about 1 hour with air-cooling the transducer.
2. How difficult is it to install your system after we receive it?
The installation of all our processors is very straightforward – they are designed to be essentially “plug-and-play” and will arrive mostly pre-assembled.
We also include installation guides and an hour of free virtual installation assistance with every purchase. If you need additional help, you can always contact us, and we’ll be happy to assist. Additionally, all our processors come with detailed manuals (available for download), and we offer blog posts and instructional videos on assembly and disassembly.
3. Do you offer technical support?
If you are an existing customer, you can reach our technical support team by filling out the following form:
4. What is the scale up factor from LSP-600 to BSP-1200 and to ISP-3600?
The scale-up factors are as follows:
|
LSP-600 with CH horn (12.7 mm tip) |
LSP-600 with FBH Barbell horn (21 mm tip): |
Scale-up factor ≈ 3. |
|
LSP-600 with FBH Barbell horn (21 mm tip) |
BSP-1200 with HBH Barbell horn (32 mm tip): |
Scale-up factor ≈ 4. |
|
BSP-1200 with HBH Barbell horn (32 mm tip) |
ISP-3600 with HBH Barbell horn (45 mm tip): |
Scale-up factor ≈ 4. |
Overall:
|
LSP-600 with CH horn (12.7 mm tip) |
ISP-3600 with HBH Barbell horn (45 mm tip): |
Scale-up factor ≈ 50. |
5. What is the material of the ultrasonic processor components that are in contact with the liquid? I want to be sure it is compatible with foods.
Materials of wetted parts of the ultrasonic processor are as follows:
- Reactor chamber — 316 Stainless Steel. Food compatible.
- Horns (FBH, HBH, HBHB, CH) — Ti6Al4V. Food compatible.
- Gaskets — Buna-N or Teflon. Food compatible.
- O-rings — Buna-N. Food compatible.
6. Why does the sample heat up during sonication?
Ultrasound transmits mechanical power into liquids in the form of cavitation micro-jets and vibration-generated currents. Mechanical motion leads to turbulences and friction within the processed liquid, generating heat. If this heat is undesirable, the liquid needs to be cooled, which can be achieved with the reactor chamber’s cooling jacket or a heat exchanger.
7. What temperature increase is expected in the liquid during processing with BSP-1200?
With the BSP-1200 system operating at the 100 % amplitude setting, the temperature increase for 10 L of processed water is 1.2 oC per minute. For other liquids, this value will change somewhat, depending on their heat capacities. However, since the reactor chamber has a temperature control jacket, the temperature can be maintained constant at any desired level.
8. Can your processors work in molten metals? What's the highest temperature?
Yes, they can. The two most common molten metals processed with our systems are tin and aluminum, mainly in order to disperse nanoparticles in the metals or to degas them. The processes are typically conducted at about 250 oC and 700 oC, respectively, using a BSP-1200 or ISP-3600 unit configured in the batch mode. Since our transducers are water-cooled, the elevated temperatures are not a problem (although some custom horn adaptations may be required).
9. I ran the BSP-1200 processor at 75 % amplitude but the horizontal scale only showed around 50 %. Why is that?
The horizontal scale line shows the power provided by the generator at any given time, with its maximum at the generator’s total power capacity, which for the BSP-1200 processor is 1200 W. Sonicating water at the amplitude setting of 75 % typically requires about 600 W of power (at room temperature and a moderate flow rate). This power level corresponds to 50 % of the generator’s 1200 W power capacity, which is what the horizontal scale line is showing.
10. Our medium is 30 weight % KOH. Is this medium compatible with your Barbell Horns®?
Our horns are made from Ti6Al4V. Alkaline environments are generally not problematic for titanium alloys.
11. Is the dulling/wear of the horn normal? How about on the upper shaft of the HBH or HBHB horn?
The dulling occurs as a result of cavitation erosion and is normal. Ultrasonic cavitation produces extremely intense shear forces and micro-jets—they are the reason for such versatile utility of sonication. In addition to producing many desired effects (nano-emulsification, cell disruption, deagglomeration, nano-milling, dispersing, etc.), these micro-jets also hit the high-amplitude surfaces of the ultrasonic horn and erode them over time. There is currently no solution that permits retaining the positive effects of high-intensity ultrasound while preventing the erosion of the horns. This is a universal problem that affects all high-shear equipment—the more effective the device, the greater the tool wear.
Both the upper and the lower surfaces of the HBH or HBHB horn tip produce high-intensity cavitation—both of these horns are dual-cavitation zone devices. One zone is below the tip, the other is above the tip, in the lower part of the neck. This is where you can expect to see gradual dulling and wear.
12. How can we reduce the horn wear (erosion)?
Horn erosion can be reduced by lowering the amplitude, if the process allows it. You should try amplitude settings between about 60 % and 100 % and compare the results. If you are getting the same results at, for example, 75 % as at 100 %, you should stay at 75 %. Working at lower amplitudes can reduce the erosion significantly. It is also important to limit the processing time to what is needed for the process and not beyond that. At some point in the process, you will no longer be improving your product. The erosion would still be taking place, however, so this period of time should be eliminated.
13. What is the largest liquid volume possible for sonication?
Our systems can operate in the flow-through mode, which means there is no limitation on the total processed liquid volume. For faster high-volume processing, multiple equipment units can be used together.
14. Can your processors run for long periods of time? For example, if I want to process 1 ton of product, can they be running continuously for approximately 8 hours?
Yes, our BSP-1200 and ISP-3600 ultrasonic processors can run continuously for 8 hours or more as long as the transducer is cooled at all times with cold (5 – 10 oC) water.
15. Can the ISP-3600 reactor chamber be installed in-line with a pipe that is 4 inches or larger?
The ISP-3600 reactor chamber is suitable for 1″ and 1.5″ pipelines (since both use the same tri-clamp fittings). It is, however, possible to work with larger-diameter pipelines by splitting them into several 1.5” lines and running several ISP-3600 systems in parallel as displayed in the below schematic and picture.
16. Can your system be used with a 220 V - 240 V (European) power supply?
Yes, our systems can operate with a 220 V -240 V power supply. Please mention your voltage requirements at the time of placing the order.
17. Our facility is in Europe. Do you have a CE and UL certificate for your equipment?
Our generators have the CE and UL marks and are adapted to European requirements. Please review the user manuals for more details and specifications.
18. I have your BSP-1200 processor and noticed that after about 5 minutes of use in the batch mode, the FBH horn gets hot and increases the temperature of the liquid. Is this normal and will it be the same when I switch to the flow-through mode?
There is typically about 800 W of acoustic power being deposited into the liquid as you are processing it with the BSP-1200 (at the maximum amplitude). Unless you cool the liquid, the temperature will keep rising. The horn gets hot because the surrounding liquid (heated by ultrasonic cavitation) is heating it, not the other way around. For batch-mode processing, you should put your beaker in an ice bath or use a jacketed beaker with water cooling (available here). When you switch to the flow-through setup, this issue is addressed by using the reactor chamber’s cooling jacket in conjunction with a chiller, which allows you to maintain any desired processed liquid temperature.
19. Is ultrasound dangerous to humans? What are the safety precautions for working with your ultrasonic equipment?
Noise is the only known potential issue. Operators in the vicinity of the processor must wear hearing protection (construction-type ear muffs with noise reduction of at least 30 dB) or utilize a noise-reduction enclosure (aka. sound enclosure). Both ear muffs and sound enclosures are available on the ISM web store. Prior to using any of our systems, please read the corresponding manual for detailed instructions on equipment safety.
For additional information on the noise emitted by ultrasonic processors, please see the following articles:
20. Do you need ear protection when using a sonicator?
Not if you have the ultrasonic processor inside a sound enclosure. We offer the most advanced and convenient ultrasonic processors sound enclosure on the market, available for purchase on our web store:
https://sonomechanics.myshopify.com/products/sound-enclosure-for-ism-ultrasonic-processors
This noise-reduction enclosure brings the noise down to a comfortable level. It fits all ISM ultrasonic processors (laboratory, bench and industrial), and it is customizable to fit other types of equipment (third-party sonicators, homogenizers, mixers, pumps, etc.).
If you are not using a noise-reduction enclosure, then we do recommend using ear muffs to protect your hearing.
Placing Orders
1. What is the lead time if I order one of your turn-key ultrasonic systems?
The standard lead time for a complete ultrasonic system is about 6 weeks from the date the payment is received by Industrial Sonomechanics (ISM).
2. What is the lead time for your NanoStabilizer® products?
The standard lead time for the NanoStabilizers® is one week.
3. How do I order spare parts for my ultrasonic system?
Most spare parts are available on our web store: https://sonomechanics.myshopify.com/
If you need any assistance ordering spare parts, please email us at contact@sonomechanics.com.
4. What kind of equipment warranty do you offer?
ISM’s equipment warranty is 1 year. For details, please visit the following page: https://www.sonomechanics.com/terms-and-conditions/
5. Do you deliver to other countries besides the U.S.?
Yes, we deliver to most countries.
6. Do I get training with my ultrasonic system purchase?
Up to 1 hour of onboarding video call with an installation specialist is included with all purchased, leased, and rented systems, to help users maximize their product’s benefits. During this one hour we provide an overview of all system components and guidance on proper operation and maintenance for your sonicator. To schedule your post-purchase setup call, please visit our Customer Support Portal.
Footer